Understanding the function of the magnetic bar in the high frequency welding, and how to correctly select and use the magnetic bar, for improving the pipe technology has important significance.
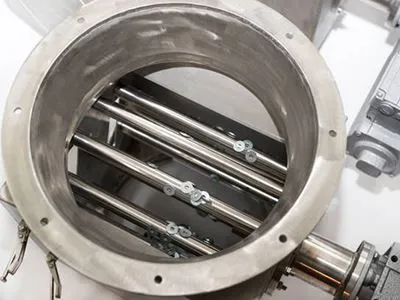
1, high-frequency welding rod works As we all know, high-frequency welded pipe machine mainly by the following components: high-frequency sensors (coil), to be welded steel pipe, strong magnetic bar, squeeze roller, water cooling equipment. When a high-frequency current is passed through the induction coil, a high-frequency magnetic flux will be generated in the coil, and the high-frequency magnetic flux in the weld tube will melt the weld to be welded. When the magnet is not placed in the pipe, the induction coil in which the magnetic flux generated in which, N is the vacuum permeability, H is the magnetic field strength, S is the coil cross-sectional area. The use of magnetic bar can greatly improve the magnetic flux in the induction coil (increase production e; f times), so as to achieve a significant increase in the induction of the electromotive force in the welding pipe to increase the purpose of welding. More importantly, the placement of the magnetic bar so that the magnetic flux in the induction coil is concentrated in the collision bar, the induction coil and the magnetic flux between the pipe is relatively reduced, thereby improving the welding efficiency.
2, in order to make the magnetic bar can effectively improve the magnetic flux in the induction coil, the permeability must be high. Considering the function of the magnetic field H, it is particularly desirable to have a higher permeability in the field of use of the magnetic field. Due to a variety of pipe machine magnetic field size is not high. The current magnetic bar is usually calibrated with the initial permeability (or A). When the induction coil produces an alternating magnetic field amplitude is too large, the magnet will reach saturation magnetization. At this time to further increase the alternating magnetic field, the magnet will lose further increased performance. Therefore, for the larger power of the pipe machine, should pay attention to the application of saturated magnetic flux density (also known as saturation magnetic induction) Bs higher magnetic bar. During the welding process, the magnet is heated due to heat. When the temperature of the magnetic bar reaches a certain critical temperature (called the Curie temperature, expressed in Tc), the magnet will lose its ferromagnetism and exhibit paramagnetic behavior. Even if the temperature of the magnetic bar is close to the Curie temperature, the magnetic permeability of the magnetic bar will be greatly reduced, the function of the magnetic bar is severely reduced. In order to ensure that the magnetic bar can have a high permeability at the operating temperature of the high-speed welding (the temperature of the magnetic bar at the time of welding is about 200 ° C to 250 ° C), it is required that the magnetic bar has a high Curie temperature Tc> 270 ° C). In particular, this is especially true for pipe machines with high output power, high welding speed and poor cooling equipment. Therefore, the Curie temperature will become an important indicator of the performance of the magnetic bar. When welding, the magnet is repeatedly magnetized by the high frequency alternating magnetic field generated by the induction coil, which itself also consumes energy (such as hysteresis loss, eddy current loss and residual loss), which consumes energy normally Expressed as a Q value or a specific loss. This not only causes energy loss, but also increases the temperature of the magnet. Therefore, the magnet should be required to have a high Q value or a low specific energy loss. Because this part of the energy loss is small, not the main reason for the increase in the temperature of the magnet, the impact of welding is not, so usually do not mark the performance.
3, the correct choice and use of magnetic bars In recent years, China's high-frequency welding rods in the research and production has been rapid development. Especially the individual dedicated to the product development and development of professional manufacturers to establish, faster this process of development. They produce the magnet in terms of technical performance has been close to or reach the international advanced level (according to Japan's TDK company's product standards), only in the intrinsic magnetic parameters there is still a certain gap. On the current level of scientific research in China, to the intrinsic magnetic parameters also reached the advanced level, technically, there is no problem, but the equipment must be a major technological transformation, in the raw materials must be completely resolved its activity and Purity issues. Which is bound to cause a substantial increase in the price of the bar. In view of the current capacity of the domestic pipe manufacturers, this is unrealistic. Moreover, as long as we can correctly choose and rational use of magnetic bars, the use of domestic magnetic bar can also meet a variety of imported and domestic welded pipe machine requirements, to achieve high quality, high speed welding purposes. Here are some questions about the correct selection and use of the magnetic bar: the appearance of the choice of the first choice of the magnetic bar is good, can fully meet the requirements on the use. Second, the requirements of the magnetic surface of the magnet, grain small and uniform, no cracks, percussion sound crisp. The choice of the size and shape of the magnetic bar, the choice of the length of the magnetic bar depends on the pipe machine. The distance between the center line of the welding roller and the center line of the induction coil is L, the length of the magnetic bar can be selected as l5 to 2. OL. The choice of the diameter of the magnetic bar to be more complex, it is subject to two factors: from the perspective of increasing the magnetic flux, want the diameter of the magnet to be as large as possible; from the perspective of increasing the amount of water, The inner diameter of the pipe is kept at a large spacing. The correct choice is: to ensure adequate water under the premise of the diameter of the magnet as much as possible. From the current use of the situation, for o4in the pipe, the distance between the magnetic bar and the pipe to 2mm is appropriate. For larger diameter pipes, the spacing should be increased accordingly. It is important to note that there are two methods for maintaining the magnetic properties of the magnetic bar during the welding process: (1) using a magnet with a high Curie temperature; (2) increasing the amount of water to effectively reduce the magnetic The temperature at work. In the case of the former subject to certain conditions, the latter is an effective method. Experience shows that when the water pressure increased to 0.2 ~ 0.25MPa (the introduction of equipment through the water pressure up to 0.25MPa), the use of domestic magnetic rod can also achieve the purpose of high-speed welding. It should be noted that for thicker welded pipes, hollow rods should be used as far as possible in order to effectively release the heat in the magnet. Finally, in the welding to maintain uniform welding speed and the welding speed and the performance of the matching rod is also in the use of magnetic rods need to pay attention to the problem. The function and application of the magnetic bar in the high frequency welding The detailed description of the important magnetic element in the high frequency welding - the working principle of the magnetic bar, the performance and requirements of the welding process and how to correctly select and use the magnetic bar, Engaged in high-frequency welding work of the correct use of magnetic rods have a greater role in guiding.